




Dòng phay mặt phẳng MFF bao gồm các loại như phay mặt đầu, phay cnc, phay cơ, phay ghép mảnh, đài dao phay, phay phá thô từ thương hiệu Kyocera Nhật Bản. Anh Phát Tools là đơn vị phân phối chính thức của Kyocera tại Việt Nam.
Các dòng dao phay mặt phẳng MFF của Kyocera được thiết kế với sự kết hợp độc đáo giữa gia công bán tinh và gia công chạy tinh, MFF cải thiện đáng kể năng suất bằng cách giảm các vấn đề phát sinh khi gia công giúp cải thiện chất lượng.
Chúng Có thể gia công trên nhiều loại vật liệu. Dòng dao phay MFF đúc nguyên khối để gia công hoàn thiện bề mặt đạt chất lượng cao. Lưỡi cắt (mảnh chíp)có thể điều chỉnh để tăng độ sâu lát cắt (cutting depth).
Giải pháp để gia công hoàn thiện dao phay mặt MFF

- Tăng tốc độ lên f = 5,0 mm / vòng quay.
- Đạt được độ hoàn thiện bề mặt 0,8 μm Ra.
- Sau khi gia công không cần mài lại mặt phẳng.
- Đạt được độ phẳng 5 μm.
Dao phay mặt MFF sử dụng mảnh chíp đúc giúp tăng độ cứng và độ bền của mảnh

- MFF sử dụng công nghệ chèn đúc tối ưu giúp cải thiện thời gian gia công tối đa của Kyocera để có tốc độ cắt cao và bề mặt sau khi hoàn thiện tuyệt vời.

- Hình dạng đường cong chữ S lớn được phát triển giúp cho tỉ lệ gia công(Z)chiều sâu cắt được cao hơn giúp rút ngắn thời gian gia công.
- MFF kết hợp với chế độ gia công cao MFH của Kyocera để nâng cao chất lượng và hiệu quả.
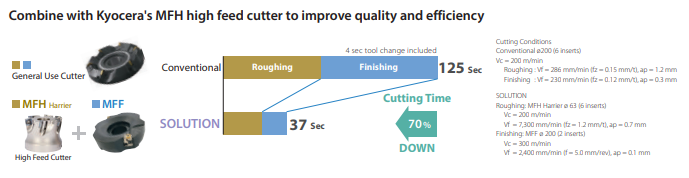
- Chất lượng hoàn thiện bề mặt sau khi gia công MFF.

- Giải pháp của MFF (Hình 1).
- Gia công thông thường (Hình 2).
Một số giải pháp MFF cung cấp cải thiện khả năng gia công
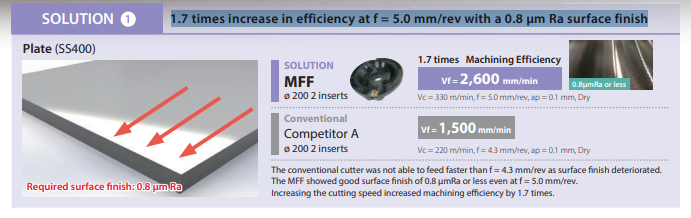
- MFF tăng 1,7 lần hiệu suất ở bước tiến f = 5,0 mm / vòng quay với bề mặt hoàn thiện 0,8 μm Ra.
- MFF giúp hoàn thiện Bề mặt 0,5 μm Ra. Không cần mài (giảm quy trình gia công).

- MFF Cải thiện độ phẳng và hiệu quả gia công tăng gấp ba lần.
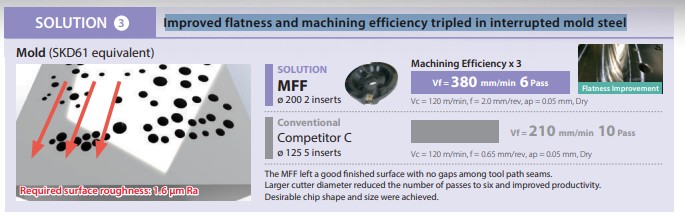
- MFF đạt được độ phẳng 5 μm. Cho thấy bề mặt hoàn thiện tốt với giảm tiếng kêu.

Mảnh (chíp cắt) có thể điều chỉnh để tăng khả năng sử dụng
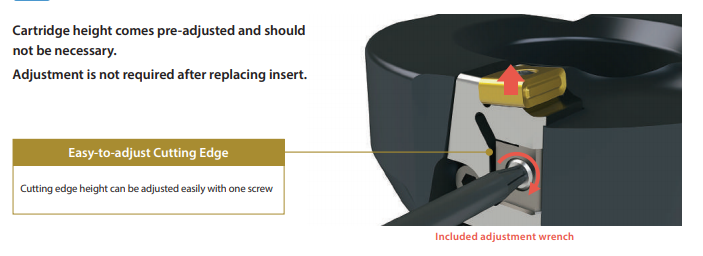
– Chiều cao cạnh cắt có thể được điều chỉnh dễ dàng bằng một vít.
Hướng dẫn điều chỉnh cạnh lượng ăn (Theo chiểu Z)
Bước 1 : Điều chỉnh lưỡi cắt.
- Sử dụng chìa vặn TTW-15 đi kèm để xoay vít và dễ dàng điều chỉnh vị trí lưỡi cắt.
Bước 2 : Cách điều chỉnh.
- Để điều chỉnh, hãy bắt đầu bằng việc vặn vít ngược chiều kim đồng hồ khoảng hai vòng dùng để (hạ lưỡi cắt xuống).
- Vặn vít theo chiều kim đồng hồ để (nâng lưỡi cắt lên) để điều chỉnh lượng nhô ra của lưỡi cắt (mảnh chíp) phù hợp với nhu cầu gia công.
- Sử dụng đồng hồ đo mặt để đo lượng nhô ra của lưỡi cắt ( mảnh chíp ) sao cho lượng nhô ra bằng nhau.
Bước 3 : Các biện pháp phòng ngừa (tránh sai hỏng khi gia công).
- Đảm bảo hạ lưỡi cắt xuống dưới chiều cao mong muốn trước (vặn vít ngược chiều kim đồng hồ) sau đó nâng cạnh lên đến chiều cao cuối cùng (vặn vít theo chiều kim đồng hồ). Nếu lưỡi cắt chỉ được hạ xuống chiều cao cạnh cuối cùng, có thể xảy ra hiện tượng kêu răng rắc hoặc lỏng vít do phản ứng dữ dội. Hãy đảm bảo rằng vị trí đo của lưỡi cắt có cùng đường kính gia công mong muốn.
Bước 4 : Chiều cao cạnh cắt tiêu chuẩn.
- ap = 0,05 mm => nhô ra so với cạnh thô: 0,03 mm.
- ap = 0,10 mm ~ => độ nhô so với cạnh thô: 0,06 mm .
Một số mảnh cắt phù hợp với mục đích gia công
- Đối với thép và thép không gỉ ( inox 304,316 ) gia công lượng ăn theo ( Z ) thấp,(Hình 1).
- Đối với gang (Hình 2).
Cơ cấu dòng MFF
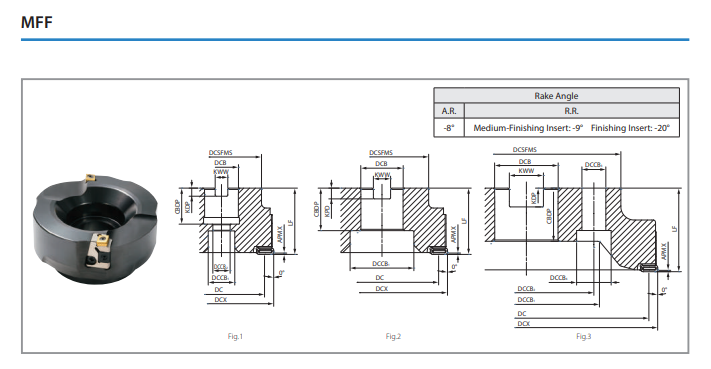
Một số kích thước ( đường kính ) của dòng MFF
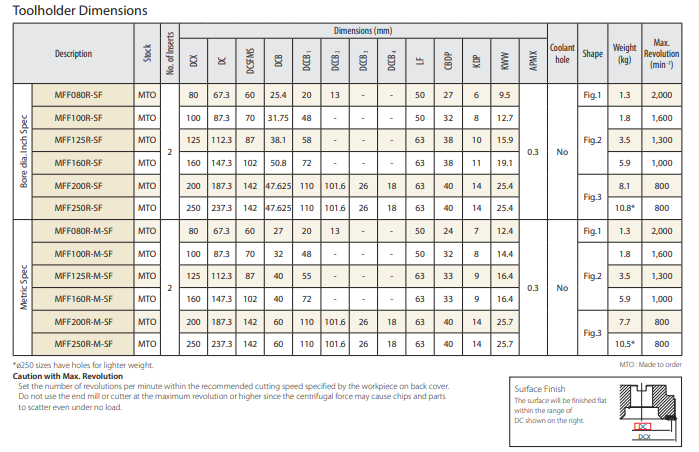
- Một số lưu ý khi sử dụng dòng MFF trong gia công.
- Đặt số vòng quay mỗi phút trong phạm vi tốc độ cắt khuyến nghị (cho phép) được chỉ định trong gia công .
- Không sử dụng mảnh chíp cắt ở vòng quay lớn nhất hoặc cao hơn vì lực ly tâm có thể gây ra phoi làm mất an toàn khi gia công.
- Luôn đảm bảo ốc vít luôn được vặn chặt trước khi gia công .
Các bộ phận ( phụ kiện đi kèm )

Bảng chế độ cắt khuyến nghị dùng cho dòng MFF

- Hình ngôi sao đen:lựa chọn đầu tiên.
- Hình ngôi sao trắng : lựa chọn thứ hai.
- Số ở phông chữ đậm là điều kiện cắt được khuyến nghị khi gia công.
- Chỉnh tốc độ cắt và tốc độ tiến dao theo các điều kiện trên và theo tình hình khi gia công thực tế.
- Nên sử dụng chất làm mát ( tưới nguội ) khi gia công đối với vật liệu thép không gỉ (VD : inox 304 , vật liệu đã qua nhiệt luyện) để tăng độ bền tuổi thọ của mảnh.
Xem thêm:
- DAO PHAY THÔ 4/5/6RFH HIỆU QUẢ CAO CHO VẬT LIỆU KHÓ CẮT
DAO PHAY NGÓN KYOCERA T- CARBIDE MODEL 51 MLC
Mọi chi tiết xin liên hệ với Anh Phát Tool để được tư vấn và hỗ trợ trong thời gian sớm nhất.