




Phần mảnh tiện Kyocera ( Insert Turning )
Giải thích :
Mảnh tiện ký hiệu thành 2 dạng ISO ( hệ mét ) và ANSI ( hệ inch )
Chủ yếu Việt Nam sử dụng quy ước ISO
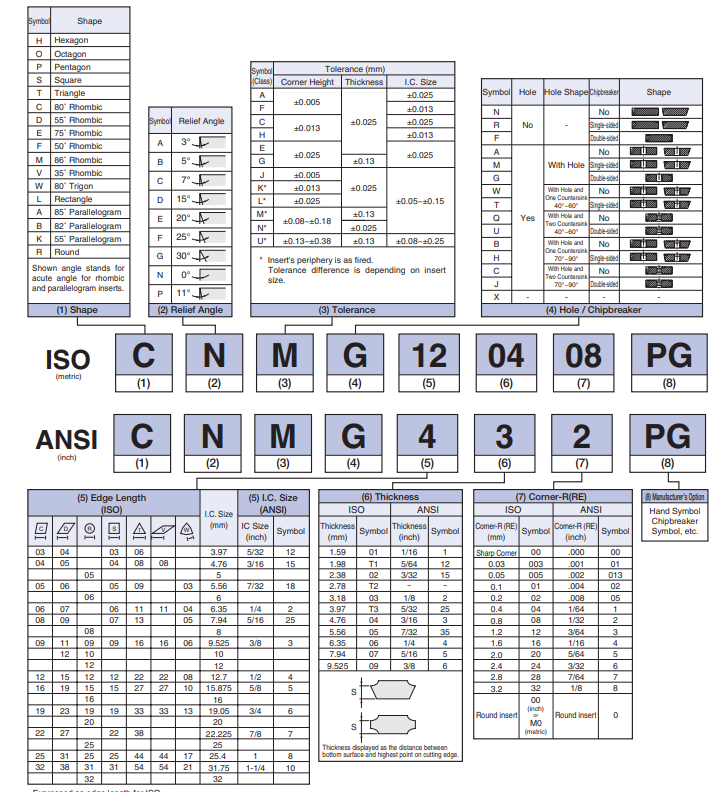
Trên bảng ta thấy tại hàng quy ước ký hiệu mảnh theo ISO có 8 ô , mỗi ô đại diện cho một ý nghĩa riêng :
Ô số 1 – Hình dạng mảnh ( shape )
Mỗi một chữ cái đại diện cho một mảnh tiện có hình học khác nhau : Vd : mảnh C trong bảng ví dụ chính là hình thoi có góc đỉnh là 80°
Ô số 2 –Góc sau mảnh ( Relief Angle )
Mảnh negative : Mảnh có ký hiệu chữ N : 0 ° có thể lật được
Mảnh positive : Các mảnh khác có góc > 0° không thể lật được
Lật được nghĩa là sau khi dùng một mặt mòn hết các góc có thể lật ngược lại mảnh tiện để lắp vào cán tiếp tục cắt bình thường
Ô số 3– Cấp dung sai ( Tolerance )
Sai số liên quan đến độ cao , độ dày hoặc đường kính lý thuyết của vòng tròn nội tiếp mảnh chip
( Với dung sai không lớn hoàn toàn có thể thay thế được : Vd mảnh DNMG có thể thay thế cho mảnh DNGG và ngược lại ..vv )
Ô số 4-Đặc tính của mảnh ( hole / chipbreaker )
Cho phép nhìn khái quát lát cắt của mảnh tiện qua đó thấy được kiểu lỗ bắt vít hoặc dạng rãnh bẻ phoi
Ô số 5 – Kích thước độ dài cạnh mảnh ( Edge length )
Thể hiện kích thước độ dài tương ứng của từng cạnh mảnh tiện qua bảng thông số
Ô số 6 – Độ dày mảnh ( Thickness )
Thể hiện độ dày tương ứng của từng mảnh tiện qua bảng thông số
Ô số 7 – Góc bán kính Re ( Conner ‘Re’ )
Góc đỉnh R của từng mảnh tiện tương ứng qua bảng thông số
Ô số 7(a)- Hướng cắt của mảnh tiện ( Tùy chọn ) Nếu có sau ô số 7 thì
R- Hướng phải
L- Hướng trái
N- cả 2 hướng ( nếu không có chữ nào thì hiểu là N )
Ô số 8– Kiểu bẻ phoi ( Tùy chọn )
Kiểu bẻ phoi tùy chọn phù hợp cho kiểu gia công thô hoặc tinh , hoặc cho vật liệu gia công khác nhau
Ô số 9 – Lớp phủ ( Grade ) Tùy chọn
Lớp phủ đại diện cho khả năng gia công riêng biệt cho từng loại vật liệu cũng như ứng dụng khác nhau
- Ghi chú : Các hãng quy ước giống nhau từ ô số 1 đến 7 , riêng ô số 8(kiểu bẻ phoi )và 9 ( lớp phủ ) thì các hãng sẽ có riêng biệt và khác nhau .
- Ví dụ đọc hiểu :
- Mảnh tiện CNMG 120408 PP CA025P
Giải thích
Mảnh tiện 80° hình thoi , loại lật được 2 mặt , cấp chính xác M , có lỗ bắt vít hình G , cạnh của mảnh dài 12mm , dày 4,76 mm , Góc đỉnh 0,8mm
Kiểu bẻ phoi PP / gia công tinh – Lớp phủ CA025P chuyên gia công thép .
Phần cán tiện ngoài Kyocera ( External )
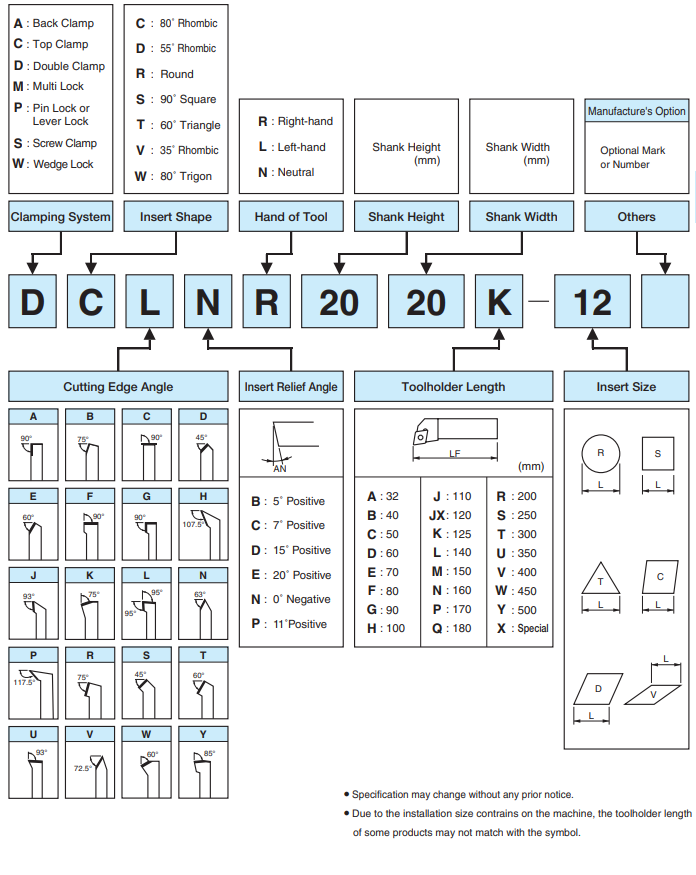
Giải thích : Đối với ví dụ cán : DCLNR2020K-12
D : Thể hiện kiểu kẹp giữ mảnh vào cán
Chữ D nghĩa là được kẹp bằng 2 vít , 1 vít giữa mảnh và 1 vít chèn giữ mảnh
Xem ảnh minh họa :
C : Thể hiện kiểu mảnh chip mà cán lắp được ( Trong bài viết về mảnh tiện thì chữ C hiểu là mảnh tiện hình thoi 80° )
L : Hình dạng hướng dao , Xem bảng để biết hình dạng hướng dao qua đó chọn cán phù hợp cho chi tiết cần gia công )
N : Góc sau của mảnh tiện ( Trong bài viết về mảnh tiện thì chữ N là mảnh-Negative có thể lật được vậy cán này lắp mảnh CN…. , nếu là chữ C thì cán này lắp mảnh CC… )
R : Hướng cán dao , tương tự hướng của mảnh tiện
20×20 : Lần lượt là chiều cao và chiều rộng của cán tiện ( hình vuông )
K : Độ dài của cán tiện tra theo bảng
12 : Kích thước độ dài cạnh của mảnh lắp được
Kết luận Cán tiện : DCLNR20x20-12
Là cán tiện ngoài vuông 20×20 mm dài 125mm , Lắp mảnh tiện : CN..12….
Phần cán tiện trong Kyocera ( Boring )
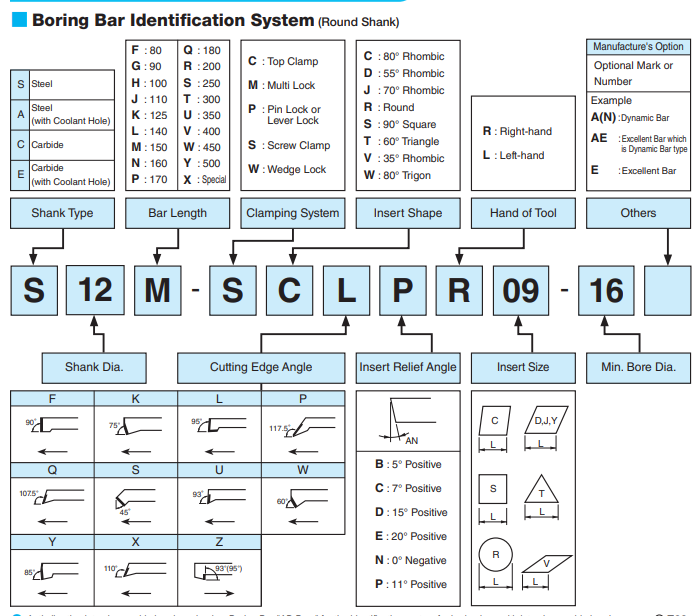
Giải thích : S12M-SCLPR09-16
Từng chữ cái hoặc số đều có 1 ý nghĩa căn cứ theo bảng tra tương ứng ( ảnh trên )
S : Vật liệu chế tạo cán / Chữ S nghĩa là cán làm bằng thép
12 : Đường kính của cán ( mm )
M : Độ dài của cán (mm ) / Tra bảng để biết rõ độ dài tương ứng
S : Thể hiện kiểu kẹp giữ mảnh vào cán / chữ S là kiểu vít kẹp ( xem ảnh )
C : Kiểu hình dạng mảnh tiện mà cán lắp được – Mảnh hình thoi 80°*
L : Hình dạng hướng dao , Xem bảng để biết hình dạng hướng dao qua đó chọn cán phù hợp cho chi tiết cần gia công )
P : Góc sau của mảnh tiện ( chữ P là góc 11° )*
R : Hướng dao – tương tự hướng mảnh tiện
09 : Kích thước của độ dài cạnh mảnh tiện*
16 : Kích thước lỗ nhỏ nhất cán móc lỗ ( làm việc ) được
*Kết luận : Cán tiên trong đường kính 12 mm dài 150mm , làm bằng thép , lắp mảnh tiện CP..09… và cán này lỗ làm việc nhỏ nhất là từ 16mm
Phần cán và mảnh tiện ren Kyocera ( Threading )
Mảnh tiện ren :

Giải thích :
–Ô số 1 / 16 : Kích tước mảnh tiện ren ( Chủ yếu có 3 cỡ 11 , 16 , 22 tương ứng 3 kích thước đường kính đường tròn nội tiếp của mảnh là 6,35 ; 9,525 ; 12.7 mm )
Mỗi một cỡ mảnh ren chỉ lắp được cho 1 cán tiện ren tương ứng
–Ô số 2 / E : Chữ E là mảnh tiện ren ngoài thì lắp cho cán tiện ren ngoài
Chữ I là mảnh tiện ren trong thì lắp cho cán tiện ren trong
–Ô số 3 / R : Chữ R –Mảnh tiện hướng phải
Chữ L –Mảnh tiện hướng trái
–Ô số 4 / 100 : Bước ren ( hệ mét hoặc hệ inch )
–Ô số 5/ ISO : Kiểu ren ( Ren hệ mét , hệ inch , ren ống , ren thang … )
–Ô số 6 / -TF : Kiểu bẻ phoi của mảnh tiện ren ( Mỗi hãng kiểu bẻ phoi sẽ ký hiệu khác nhau )
Cán tiện ren ngoài :

Cán tiện ren trong :

Phạm vi gia công của từng dụng cụ cắt cho từng loại vật liệu
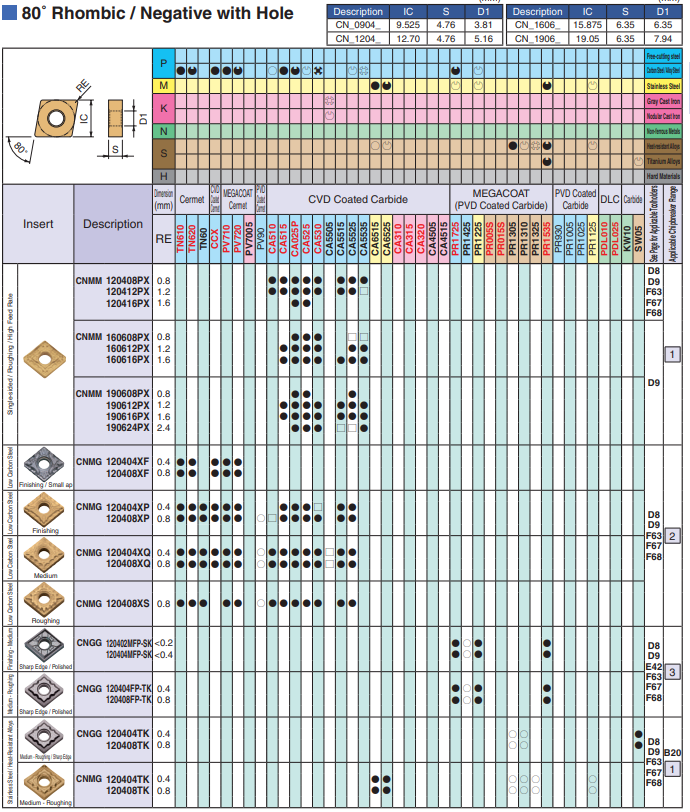
Đối với mỗi một dụng cụ cắt , điều quan tâm đến khả năng cắt của dụng cụ cắt được cho những loại vật liệu nào , độ cứng tối đa có thể gia công được là bao nhiêu HRC …

Giải thích :
Cột ký hiệu chữ P : Gia công được thép ( Steel alloy )
Vd : S45C , CT3 , S50C ..
Cột ký hiệu chữ M : Gia công được thép không gỉ ( Inox )
Vd : Inox 304 , Inox 316 …
Cột ký hiệu chữ K : Gia công được kim loại đúc
Vd : Gang đúc ..
Cột ký hiệu chữ N : Gia công được phi kim loại
Vd : Nhôm , Nhựa , Đồng …
Cột ký hiệu chữ S : Gia công được hợp kim chứa Titalium
Cột ký hiệu chữ H : Gia công được các kim loại khó gia công , loại có độ cứng cao
Vd : SKD , thép sau nhiệt …
Bảng thể hiện sự chịu va đập của mảnh tiện
Va đập mạnh nhât ( tối ưu đối với mảnh tiện cần chịu va đập )- màu đen có 4 rãnh
Va đập mạnh nhất ( Lựa chọn phụ số 2 sau lựa chọn tối ưu ) – màu trắng có 4 rãnh
Va đập bình thường ( Tối ưu ) – màu đen có 1 rãnh
Va đập bình thường ( lựa chọn phụ số 2 ) – Màu trắng 1 rãnh
Tiện trơn không chịu va đập ( Tối ưu ) – Màu đen không có rãnh
Tiện trơn không chịu va đập ( lựa chọn phụ số 2 ) – màu trắng không có rãn
Lựa chọn tiện va đập chủ yếu với gia công thô , phá thô còn tiện trơn cho tiện tinh và bán tinh
Các hình tròn màu đen , màu trắng hay ô vuông màu trắng có ý nghĩa là mảnh tiện đấy có sản xuất
Xem thêm:
Công Ty CP Thương Mại Và Sản Xuất Thiết Bị Công Nghiệp Anh Phát là nhà phân phối Kyocera Tại Việt Nam
Website: https://thietbidoanhphat.com | https://dungcucatanhphat.com/ – http://dungcucamtayanhphat.com | http://lapmay.com.vn/
Facebook: https://www.facebook.com/anhphattools/
Email: info@anhphattools.com
Hotline: 0968.257.816
