




Dao phay phanh rãnh chữ T là thiết bị được sử dụng trong gia công cơ khí. Được làm từ vật liệu thép gió phủ 5% cobalt. Nó có phi từ 10 đến 45.5 được sản xuất theo công nghệ Hà Quốc, là sản phẩm được đánh giá cao và sử dụng vô cùng phổ biến hiện nay.
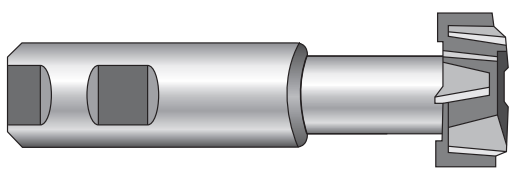
Dao phay rãnh chữ T là gì?
Dao phay chữ T có tốc đọ cao bằng với HSS được thiết kế rãnh chữ T để thành bàn và giường cho máy công cụ và có các ứng dụng tương tự khi cần có bề mặt hoàn thiện tốt. Trước tiên cần phải cắt một rãnh dọc để cổ và chân có thể lọt vào các vết cắt. Kết hợp sử dụng với đầu máy nghiền tiêu chuẩn.

Dao phay rãnh chữ T là gì? Công dụng của dao phay rãnh chữ T
Công dụng của dao phay rãnh chữ T
Dao phay rãnh chữ T dùng phay để tạo rãnh chữ T cho các chi tiết cần được gia công.
Dao được thiết kế với độ bóng và dung sai rãnh, ren sau phay CNC đạt được chất lượng cao.
Được áp dụng trên vật liệu iconel, thép, inox, gang,..
Dao có tưới nguội xuyên qua các lưỡi cắt, đặc biệt hiệu quả với những lỗ sâu.
Giúp ngắn thời gian gia công bởi có nhiều lưỡi cắt.
Tuổi thọ của dao phay rãnh chữ T cao, giúp giảm chi phí sản xuất, cộng với chế độ cắt tối ưu mang đến độ ổn định cho việc phay rãnh, năng cũng công động này cũng đạt ngưỡng cao trở lên.
Hiệu quả năng suất đi kèm với chi phí đầu tư thấp, đem đến lợi ích cho doanh nghiệp của bạn.
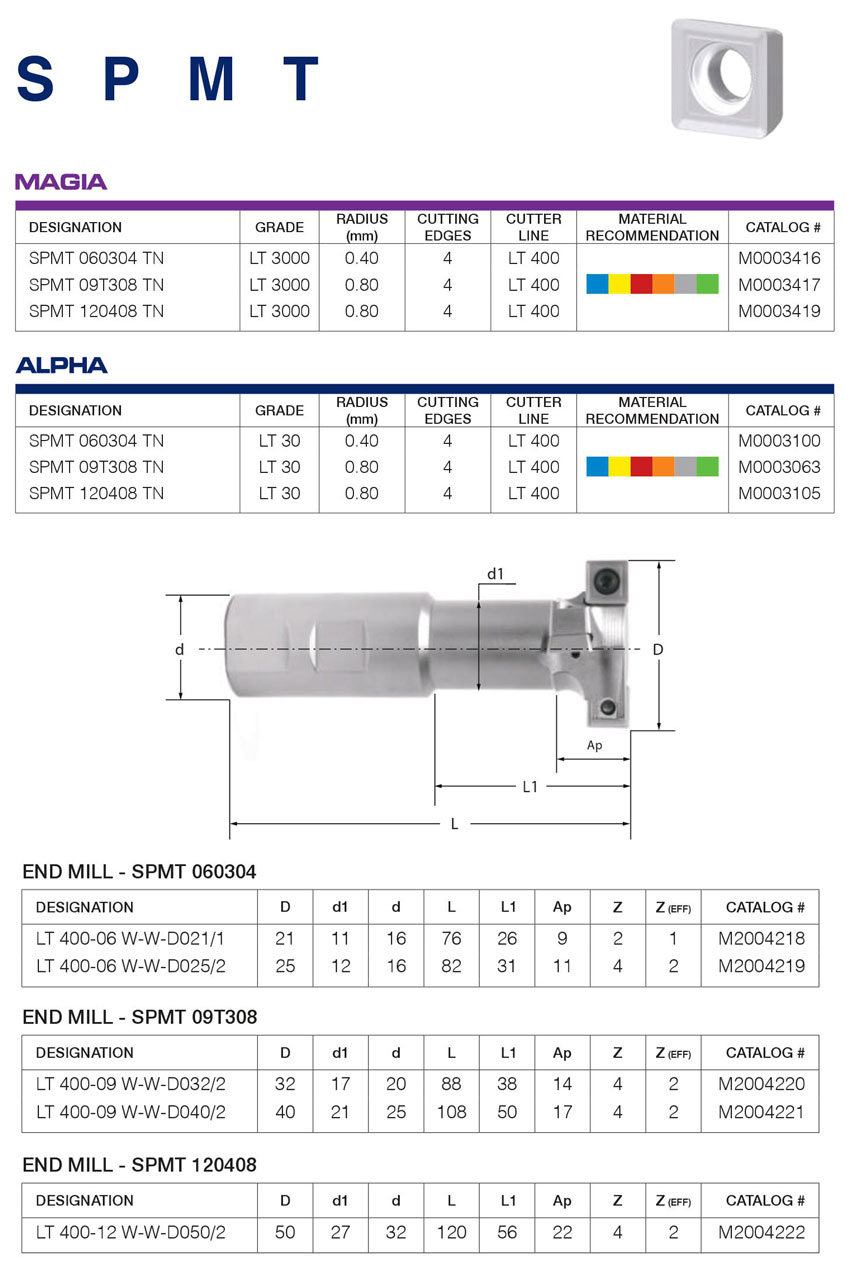
Thông số kỹ thuật chi tiết của dao phay rãnh chữ T
Những yêu cầu kỹ thuật đối với dao phay rãnh chữ T
– Đúng kích thước: Kích thước thực tế khi gia công và kích thước trên bản vẽ cần phải giống nhau gồm có chiều rộng, chiều sâu,hình dạng,..
– Sai lệch dạng hình học: mặt phẳng được không vượt quá phạm vi cho phép. Đặc biệt là Độ phẳng, độ nhẵn, độ thẳng đối với các mặt địa hình khi gia công các loại rãnh.
– Sai lệch về vị trí tương quan: những sai lệch về vị trí tương quan giữa các rãnh cần được gia công so với các mặt hoặc kích thước khác nhau.
Quy trình thực hiện phay rãnh chữ T bằng dao phay rãnh
– Tham khảo sổ tay về các kích thước của rãnh chữ T
– Vạch dấu vị trí rãnh T
– Chỉnh trục chính máy phay CNC sao cho vuông góc với bàn phay.
– Lắp các chi tiết vào máy
– Lắp dao phay mặt đầu gia công trước, sau đó tháo ra lắp dao phay chữ T vào.
– Điều chỉnh độ sâu sao cho dao cắt rãnh T xuống dưới đáy của rãnh
– Thực hiện gia công phần dưới của rãnh.
Cách gia công phần dưới rãnh bằng dao phay rãnh chữ T
Sau khi các bước phay kết thúc ta thực hiện phay rãnh phần dưới. Thực hiện lắp dao vào trục chính của máy và tiến hành điều chính máy để rãnh chữ T bằng loại dao phay chữ T.
Lúc này đường tâm của rãnh gia công ở lần 1 phải trùng với đường tâm của dao phay rãnh chữ T. Để chỉnh dao theo chiều cao thì bạn cần thực hiện bằng cách dịch bàn máy để mặt trên của chi tiết chạm khẽ vào dao. Và để dao thoát khỏi chi tiết hãy dịch bàn máy lại một lần nữa và nâng bàn máy lên.
Hãy sử dụng thước cặp để xác định kích thước đã đúng như bản vẽ hay chưa. Nếu chưa thì tiếp tục gia công rãnh giống với quy cách bước 1 đến khi đạt đúng kích thước yêu cầu.
Trên đây là một số thông tin cơ bản về dao phay rãnh chữ T. Hy vọng mang đến cho bạn những thông tin hữu ích và cần thiết.
Tham khảo;
Mảnh dao tiện CNC là gì? Có nên sử dụng mảnh dao tiện Kyocera hay không?
Một số lỗi thường gặp khi gia công tiện kim loại và các biện pháp khắc phục
————————————-
CÔNG TY CỔ PHẦN THƯƠNG MẠI VÀ SẢN XUẤT THIẾT BỊ CÔNG NGHIỆP ANH PHÁT
Hotline: 0912.043.239
Email: cokhi@anhphattools.com
Địa chỉ: Số 27 Ngõ 3 Trung tâm 75 – Lai Xá – Kim Chung – Hoài Đức – Hà Nội
Chi nhánh Vũng tàu: 1410/2 Đường 30/4 phường 12, Thành phố Vũng Tàu – Điện thoại: 0988.010.686
