




PHƯƠNG THỨC GIA CÔNG LỖ TRÊN MÁY TIỆN Là phương thức cắt tạo phôi cho các chi tiết có mặt trụ tròn, có dạng tròn xoay và lỗ ở tâm cần gia công, thì phương pháp này mang lại hiệu quả rõ rệt.
Khi gia công lỗ trên máy tiện, ưu điểm là chiều sâu cắt có thể đạt được lớn nhờ độ cứng vững và khỏe của máy, thời gian gia công nhanh chóng. Chi phí để sử dụng máy tiện cũng thấp, do đó tiết kiệm được cho chủ doanh nghiệp với mô hình kinh doanh cơ khí nhỏ lẻ.
Tuy nhiên phương pháp này có nhược điểm là không gia công được các lỗ không nằm trên tâm đối xứng của sản phẩm, cộng thêm khi gia công trên máy tiện thường dễ bị côn, có độ chính xác không cao. Nguyên nhân chính là khi gia công trên máy tiện, phôi quay và lực ly tâm lớn nên rất khó đạt được độ chính xác tốt.
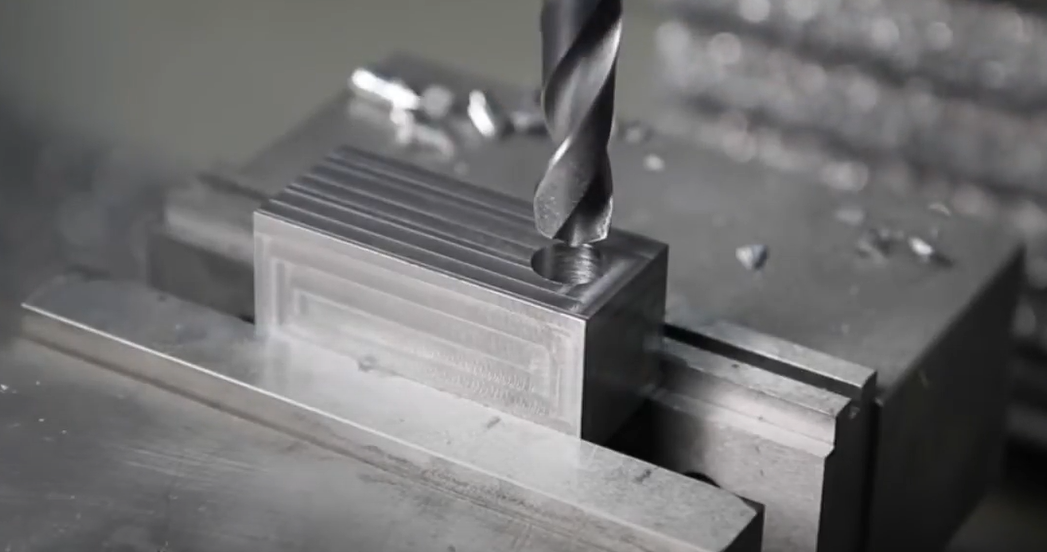
PHƯƠNG THỨC GIA CÔNG LỖ TRÊN MÁY KHOAN
Khoan là hình thức gia công lỗ cơ bản nhất từ trước tới nay, được coi là một phương pháp truyền thống trong gia công cơ khí
Với ưu điểm giá thành rẻ, quy trình vận hành đơn giản, tạo lỗ trên máy khoan vẫn tạo được hiệu quả kinh tế trong gia công cơ khí chính xác.
Tuy nhiên phương thức này có nhược điểm là tốc độ khoan thấp nên thời gian gia công lâu, song song đó là chất lượng bề mặt lỗ kém. Hạn chế về mũi khoan thường là loại tiêu chuẩn nên không có những size lẻ, do vậy không thể khoan được những kích thước lẻ như Ø 30.25, không được linh hoạt trong ứng dụng.
Hiện nay, cùng với sự phát triển của gia công CNC thì máy khoan chỉ được dùng vào những công việc đơn giản không yêu cầu độ chính xác cao hoặc dùng để tạo phôi thô cho tấm kim loại
PHƯƠNG THỨC GIA CÔNG LỖ TRÊN MÁY CẮT DÂY
Hiện nay, gia công lỗ bằng máy cắt dây đang được sử dụng tương đối nhiều, đặc biệt trong gia công khuôn dập.
Với máy cắt dây molipden sử dụng cho việc tạo phôi, ưu điểm là gia công tương đối chính xác, độ chính xác có thể đạt được 0.03-0.1mm và đường kính lỗ tương đối linh hoạt. Hạn chế của phương pháp này là giá thành cao, trong khi thành phẩm độ nhám bề mặt vẫn tương đối lớn, chưa đủ để lắp ghép trung gian.
Với máy cắt dây đồng, gia công lỗ đạt độ chính xác cao, đường kính lỗ cắt rất linh hoạt với độ chính xác đạt tới 0.005, giúp đạt độ bóng cao gần như mài
PHƯƠNG THỨC GIA CÔNG LỖ TRÊN MÁY DOA
Doa là một phương thức tạo lỗ tinh, cho độ bóng cao.
Tuy nhiên, do tốc độ vòng quay của máy doa không nhanh nên thời gian gia công bị kéo dài. Với nhu cầu sản xuất của công nghiệp hiện nay, phương pháp này dần được thay thế bằng phương pháp gia công CNC.
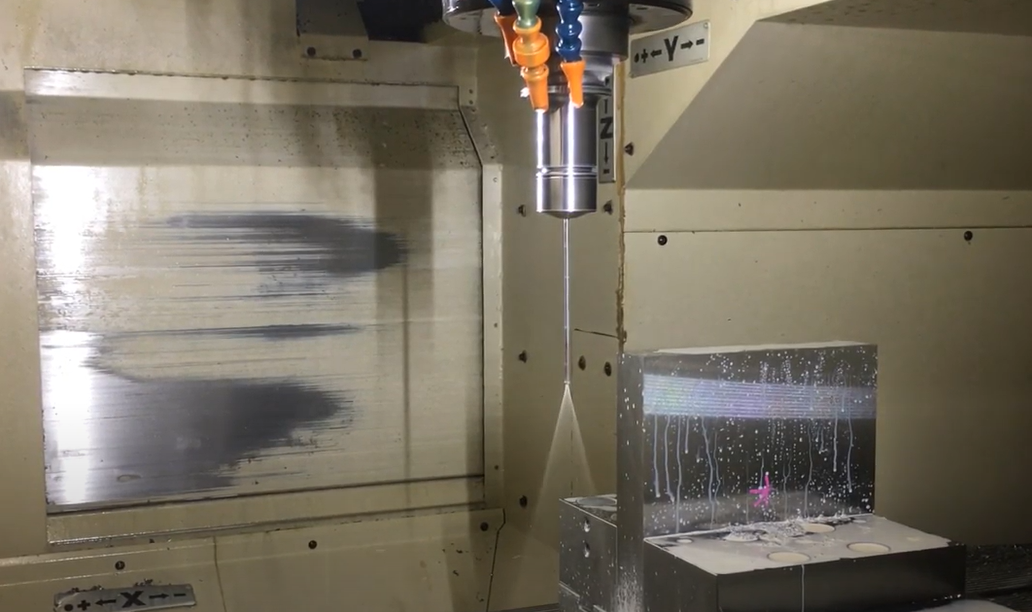
PHƯƠNG THỨC GIA CÔNG LỖ TRÊN MÁY CNC
Đặc điểm của gia công lỗ
Gia công đột lỗ CNC khá đa dạng. Đa số các chương trình trong gia công CNC là dùng cho gia công lỗ: từ việc dùng dao phay ngón tạo lỗ đơn giản, hay doa ngược phức tạp.
Kiểu gia công lỗ phổ biến nhất trong gia công CNC phải kể đến như khoan, taro ren, chuốt hay doa.
Thay vì phải tạo lỗ trên các máy khác, tạo lỗ bằng việc phay sẽ thuận tiện cho quá trình gia công. Gia công lỗ trên máy CNC sẽ tạo được lỗ tại mọi tọa độ trên bề mặt kim loại với độ chính xác rất cao, sai số chỉ 0,01mm. Tuy nhiên, với các lỗ tiêu chuẩn thì có thể dùng phương pháp doa, giúp tiết kiệm thời gian gia công vừa nhanh vừa chính xác và giúp bề mặt đẹp.
Ưu điểm
-Có thể tạo lỗ tinh tại mọi vị trí tọa độ trên bề mặt tấm kim loại.
-Gia công được những lỗ sâu, ít bị côn hơn,
-Đường kính lỗ linh hoạt, việc điều chỉnh đường kính lỗ đơn giản chỉ cần điều chỉnh đường kính mũi dao móc.
-Độ chính xác có thể lên tới 0.01, cho thành phẩm chất lượng cao
Các phương pháp gia công lỗ sâu
-Gia công cắt gọt: đây phương pháp được ứng dụng rộng rãi. Để gia công lỗ sâu chính xác, tùy theo phôi có dạng trục đặc hay trục rỗng thì sẽ áp dụng những cách khác nhau như khoan, khoét thô, mài khôn hay đánh bóng,…
-Gia công điện hóa: phương pháp này hoạt động dựa trên nguyên lý ăn mòn điện cực dương trong dung dịch điện phân khi có dòng điện đi qua. Phương pháp này ít được sử dụng do hạn chế cần trang bị công nghệ phức tạp, khó sử dụng, chủ yếu được dùng để gia công vật liệu khó gia công và có chiều sâu không lớn.
-Gia công biến dạng dẻo: bản chất là quá trình rèn khuôn, dựa trên tính chất biến dạng dẻo của kim loại. Kim loại được nhiệt luyện đến nhiệt độ rèn, sau đó dàn đều kim loại trên lõi bằng rèn. Phương pháp này chủ yếu áp dụng cho các lỗ có đường kính không lớn, cần độ chính xác cao nhưng yêu cầu trang bị công nghệ phức tạp.
Công Ty CP Thương Mại Và Sản Xuất Thiết Bị Công Nghiệp Anh Phát là nhà phân phối Kyocera Tại Việt Nam
Website: https://thietbidoanhphat.com | https://dungcucatanhphat.com/ – http://dungcucamtayanhphat.com | http://lapmay.com.vn/
Facebook: https://www.facebook.com/anhphattools/
Email: info@anhphattools.com
Hotline: 0968.257.816
